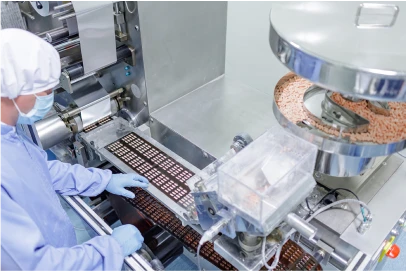
Why Invest in a Custom Packaging Machine for the Pharmaceutical Industry?
In the pharmaceutical sector, where precision, safety, and compliance are non-negotiable, packaging plays a crucial role in maintaining product integrity and ensuring patient safety. While standard packaging solutions may cover basic needs, a custom-designed packaging machine offers a strategic advantage by adapting perfectly to your products, processes, and production goals.
1. Tailored Solutions for Specific Pharmaceutical Processes
Each pharmaceutical product — whether capsules, vials, syringes, or ampoules — has its own physical and regulatory requirements.
A custom packaging system is designed around these parameters, guaranteeing optimal handling, dosing, and sealing.
Examples of customization include:
- Integration with aseptic environments or cleanroom standards (ISO 5 to 8).
- Adaptation to specific formats and materials such as glass, PET, or multilayer plastics.
- Compatibility with serialization and data matrix marking systems.
This level of personalization ensures smooth integration into your existing line and a significant reduction in changeover times.
2. Enhanced Compliance and Product Safety
In a regulated industry, your packaging machine must do more than just package — it must guarantee traceability and compliance at every step.
Custom machines are built to incorporate:
- 100% in-line control and inspection systems (weight, vision, seal integrity).
- Automated data recording for GMP and FDA compliance.
- Secure batch tracking and reporting tools.
By automating compliance, you minimize the risk of human error and ensure full audit readiness.
3. Cost Efficiency and ROI Over the Long Term
Although a tailored solution requires a higher initial investment, it offers superior long-term profitability.
Optimized productivity, reduced material waste, and improved reliability quickly offset the upfront cost.
Key benefits include:
- Faster cycle times and fewer stoppages.
- Reduced operator intervention and maintenance.
- Lower rejection rates and material losses.
In short, your production becomes more stable, predictable, and scalable.
4. Future-Proof Technology and Scalability
Custom packaging machines are designed to evolve with your business.
As new products or formats enter your portfolio, modular upgrades can be added without replacing the entire line.
This flexibility allows you to keep up with market innovations — from new dosage forms to sustainable packaging materials — while maintaining a consistent ROI.
Conclusion
Investing in a custom pharmaceutical packaging machine means investing in precision, compliance, and efficiency.
It’s not just about automating a process — it’s about building a solution perfectly aligned with your production strategy and regulatory obligations.
👉 Discover how Pacospharm designs and builds custom packaging machines that meet the highest standards of quality and performance.